- 23 Posts
- 58 Comments

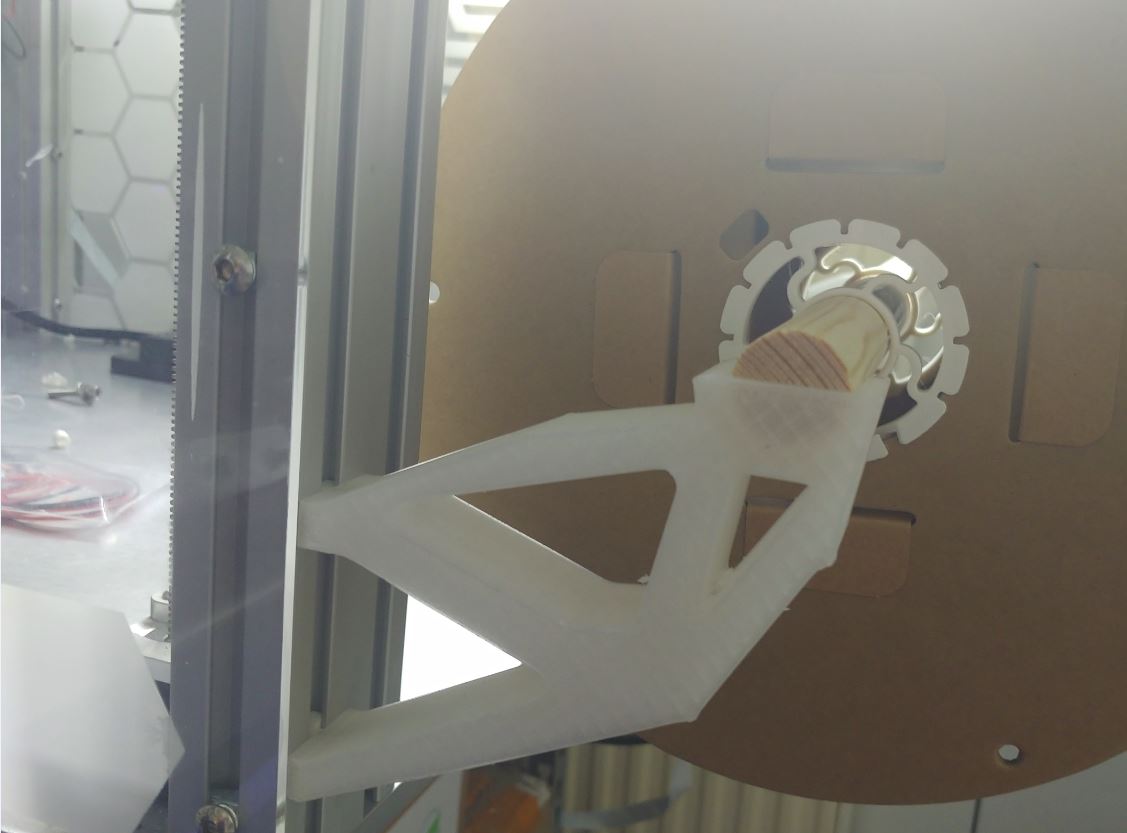
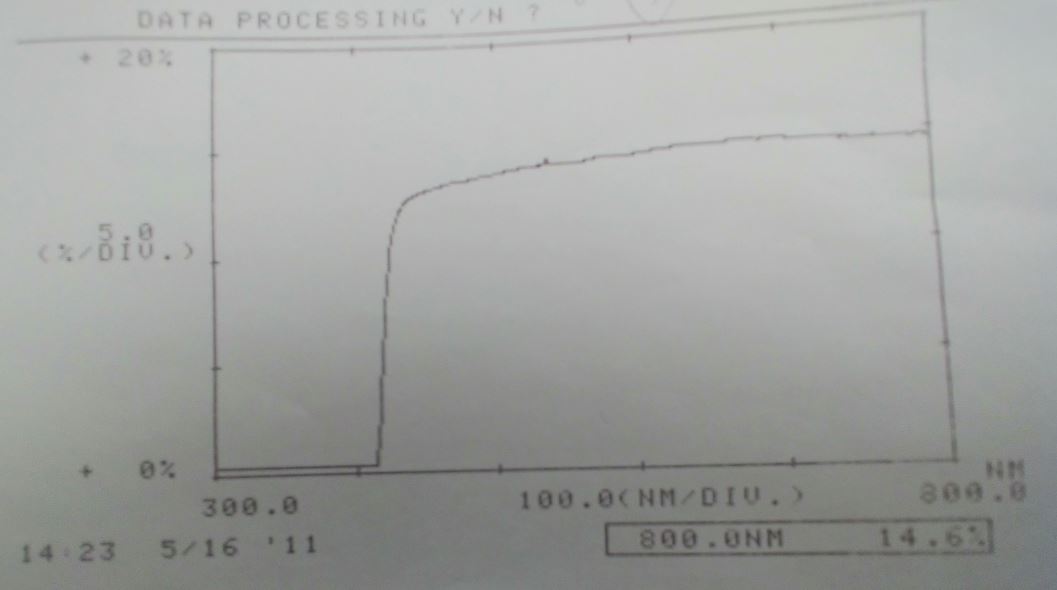
PETG will creep even at temperatures below 80°C and the higher the temperature is the faster the process is: https://en.wikipedia.org/wiki/Creep_(deformation)
I have a small collection of parts that all experienced creep (as a showcase). Structurally they where all fine in simulation and practice. Over time they all failed due this deformation.
Interesting 3D printer design.
Using 3 linear rails to mount the bed. I suppose each linear carriage is one “corner”/point and all three of them to define a plane without overconstraining the buildplate but you keep all of the rigidity of the linear rails?
The issue I see is that the three linear rails in one plane are overconstrained so it is still is a pain to setup (especially on an ender 3 like frame construction).
What is the reasoning for using two motors instead of one powerful in the middle?
- @EmilieEvans@lemmy.ml to
- •
- 2M
- •
- @EmilieEvans@lemmy.ml to
- •
- 2M
- •
- @EmilieEvans@lemmy.ml to
- •
- lemmy.ml
- •
- 2M
- •
You should be fine. It is about temperature and time. Don’t keep the nozzle heated up when it isn’t used. Don’t dry it frequently (keep it in a dry environment) and use low temperatures.
190° is the low end of printing temperatures. SainSmart should probably be okay when printed below 210°C
With “special” PVA like FormFutura Helios you go up to 250°C: https://formfutura.com/product/helios-support/
Regardless BVOH should be the better choice at higher cost.
PVA would come out in big bubbles instead of thin lines.
Dry the PVA before use and keep it dry.
PVA easily crystalizes and if this happens the $30 filament spool is trash. Also, make sure to drop the temperature by more than 5°C for the parked toolhead. Otherwise (you guessed it) it will crystalize and cause a clogged nozzle.
<Rough time estimate is 5-30 min at PLA temperature with no flow but this number depends on the exact PVA filament variant.
You’re mad that the contest was moderated?
More the opposite. The sloppy way they moderate it to the point where they don’t even bother to remove comment spam below the contest description page.
Voters voted on the submissions they liked the most. Get over it. Voters voted on the submissions they liked the most. Get over it.
That’s not how it works. There is no public vote.
Honestly I stopped reading. Something about a paid part integration that you got mad about because it’s heavily discounted and you can submit photos even if you don’t have one or something?
Just read the comments here: https://blog.prusa3d.com/contest-experiential-robotics-challenge_97306/
Dozens feel like this isn’t a good choice.
Btw. I don’t take part in them but it is still very ugly what they do. Similiar you don’t need to buy Nestle to understand that Nestle might be problematic in some aspect.
- @EmilieEvans@lemmy.ml to
- •
- 4M
- •
- @EmilieEvans@lemmy.ml to
- •
- 4M
- •
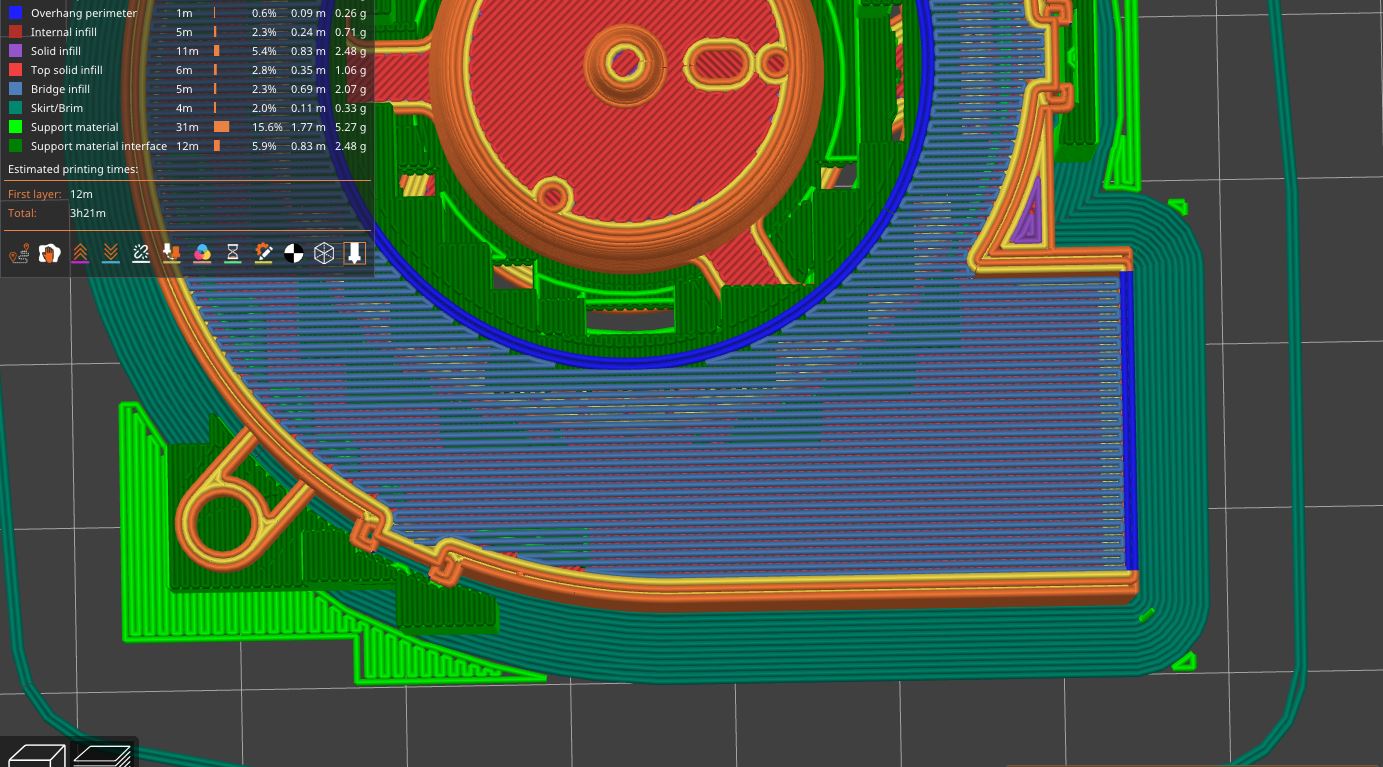
With mainsail and klipper, you can cancel one failed part mid-print and keep going on the rest of the parts.
There is an addon for Duet (RRF) but I can’t get it working. Anyway, once it is time for a batch print the first testprint has been completed successfully and build plate adhesion is a non-issue on this printer.
You have to tell it the dimensions of your extruded head, so it doesn’t crash the part Ask me how I destroyed two z-endstops this year (very asymmetrical toolhead and Prusa can’t be configured to reflect this and with a “radius” large enough it would block half of the printbed (60mm radius or so) meaning eyeballing is the best option).
I only use this option if I need the part before the entire batch is finished and don’t want to start multiple prints. Which isn’t frequent.
- @EmilieEvans@lemmy.ml to
- •
- 5M
- •
Key for these models are work planes: https://help.autodesk.com/view/INVNTOR/2024/ENU/?guid=GUID-38A9748E-FA2D-44D3-928C-DFE1326A9385
other handy features:
- loft
- sweep
- extrude at an angle
- @EmilieEvans@lemmy.ml to
- •
- lemmy.ml
- •
- 6M
- •
Place them outside the heated chamber.
For motors, the limit is the wire insulation so might get away with 100°C ambient. If you can’t move them out there are also water-cooled extruders: https://www.dold-mechatronik.de/mebs-Hemera-WaCo-Mod-EN
- @EmilieEvans@lemmy.ml to
- •
- lemmy.ml
- •
- 6M
- •
Sadly it is not limited to cheap printer. Check out Thomas Sandlander on the Dagoma: https://www.youtube.com/watch?v=Zys1ZoyvLU8
While this printer is an extreme example other “pro”/expesnive printer have similar issues.
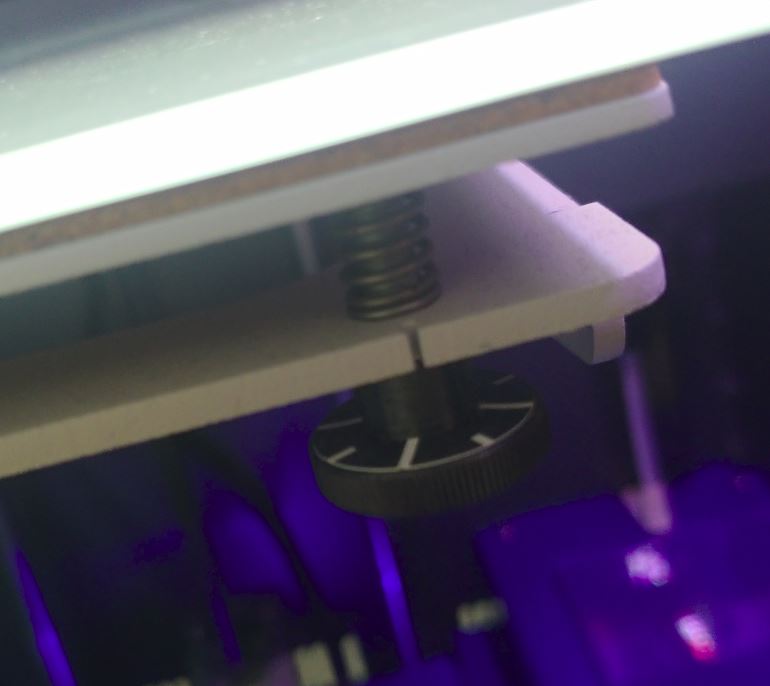
How much do you need to turn the knob for 0.3mm? Most people don’t know the answer so they make a guess which is likley wrong.
If the firmware converts 0.3mm to 1/2 rotation it is clear what they should do. This particular printer probs itself after the adjustments and if it isn’t right it shows once more the dialog/instruction with the adjusted rotation value. After 2 rounds, you would already have accounted for the manufacturing tolerances.
This process can be ontop of ABL and z-offset dialog (eyeball it with a shim, testprint, tell the printer which looked the best, the firmware knows what z-offset was each of the 5 prints/lines).
- @EmilieEvans@lemmy.ml to
- •
- lemmy.ml
- •
- 6M
- •
What I would like to see is a far more advanced solution where you could for example machine features which will be inaccessible once the print is finish.
Right now the tools for none industrial machines are basic as it feels like you are feeding a slicer output to a CAM package but the slicer isn’t designed with this in mind (e.g. printing certain features that will be machined lightly larger and everything else at normal size).
- @EmilieEvans@lemmy.ml to
- •
- 7M
- •
- @EmilieEvans@lemmy.ml to
- •
- lemmy.ml
- •
- 7M
- •
- @EmilieEvans@lemmy.ml to
- •
- lemmy.ml
- •
- 7M
- •

I don’t think the MK4 is a good value in this case. You are already familiar with setting up and maintaining a budget printer as such it just works of Prusa isn’t as critical.
The answer might be your current printer: Octoprint and opensoucre are possible, bed leveling is build in, enclosure can be build but not ideal for bed slinger and size upgrade is the only point not feasible.
What are you looking for if this isn’t an option?
- Enclosure -> coreXY, etc. | no bed slinger
- OpenSource -> no BambuLab P1S
- OctoPrint -> this is rough. Most printers ship with Klipper. Maybe a DIY-kit so you could choose.
- larger than neptune 2 -> larger than 220x220x250mm
pre-built options?
- $400: Kinggroon KLP1: smaller (220x220mm), no Octoprint
- $600 FLASHFORGE Adventurer 5M Pro: no OctoPrint (klipper), identical printvolume and only klipper part of the firmware is opensource
- $600 creality K1: no OctoPrint, identical printvolume
- $700 Qidi Tech X-Plus 3: no Octoprint
- $900 Creality K1 max: no OctoPrint
- if you are lucky and max out the budget a used E3D tool changer could be possible (don’t know if Duet 2 [reprap firmware] is compatible with OctoPrint)
DIY-kits (most if not all of them are $1000+)?
- Voron
- VzBoT
- RatRig v-core
- HevROT
- BLV mgn cube
- @EmilieEvans@lemmy.ml to
- •
- lemmy.ml
- •
- 7M
- •
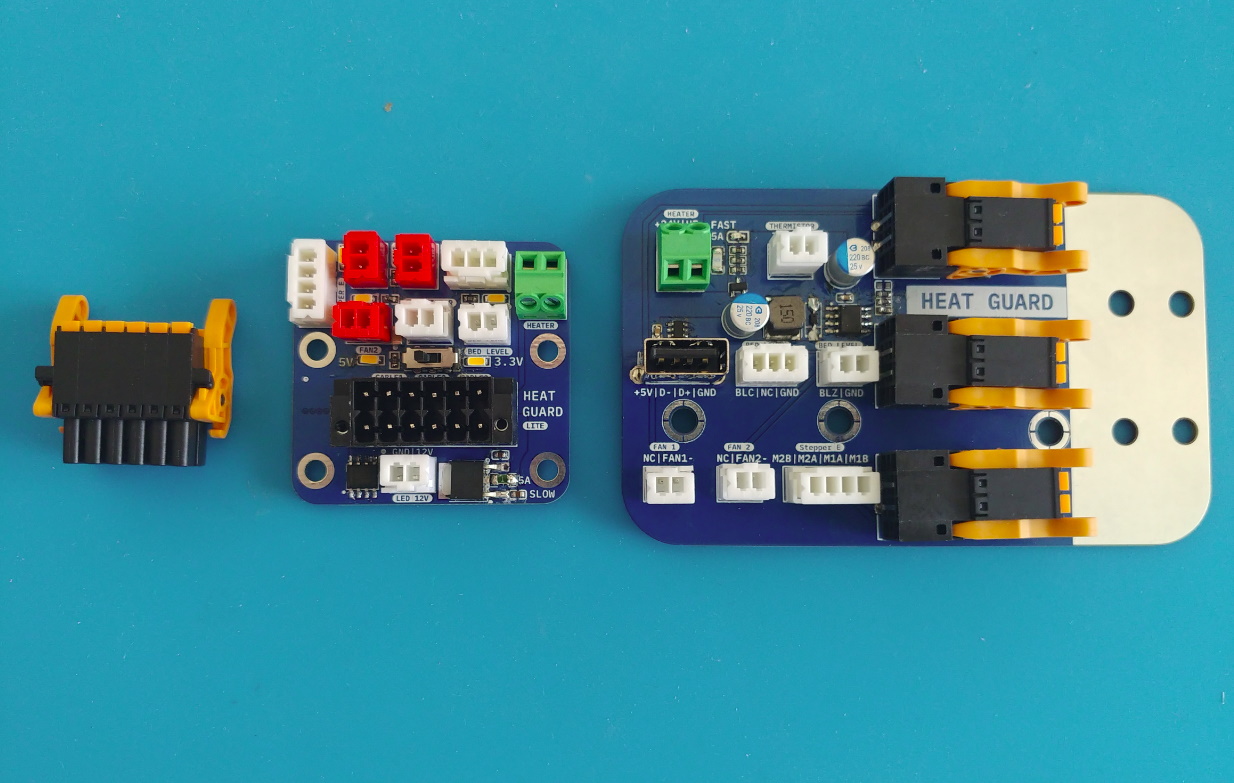
Recently I fell in love with RepRap firmware (e.g. Duet3D) due to the simplicity of setting it up and modifying things with macros. RepRap boards include Duet 3 offerings and it’s china clones.
If you want a drop-in replacement the BigTreeTech SKR mini E3 is a great option.
Want to upgrade to klipper? BigTreeTech Manta E3EZ. In addition to the controller/mainboard, a CB1 or any other Raspberry Pi CM4-compatible module is required.
There is also the Makerbase/MKS Skipr but I don’t have first-hand experience with this board. Upside it’s cheaper as it has the Rockchip RK3228 for klipper on board.
Prusa mini: https://www.printables.com/model/121773-prusa-mini-nozzle-cam-mount-arducam-ov5647-w-m12-l
There are two generic formfactors: round/bore and square PCB/camera. Likely you will find a premade mount for your printer.
Make sure to buy a camera with adjustable focus.
- @EmilieEvans@lemmy.ml to
- •
- lemmy.ml
- •
- 7M
- •

- @EmilieEvans@lemmy.ml to
- •
- 9M
- •
Try the JLCPB resin: https://jlc3dp.com/3d-printing-quote
For PCBway: For me, they are blacklisted. They screwed up my initial PCBl order by changing (without communication or disclosing that changes where made between quote and invoice) the quote/order. In particular, adding options that let the cost skyrocket without any additional value for me or even work for them. They tried a money grab.
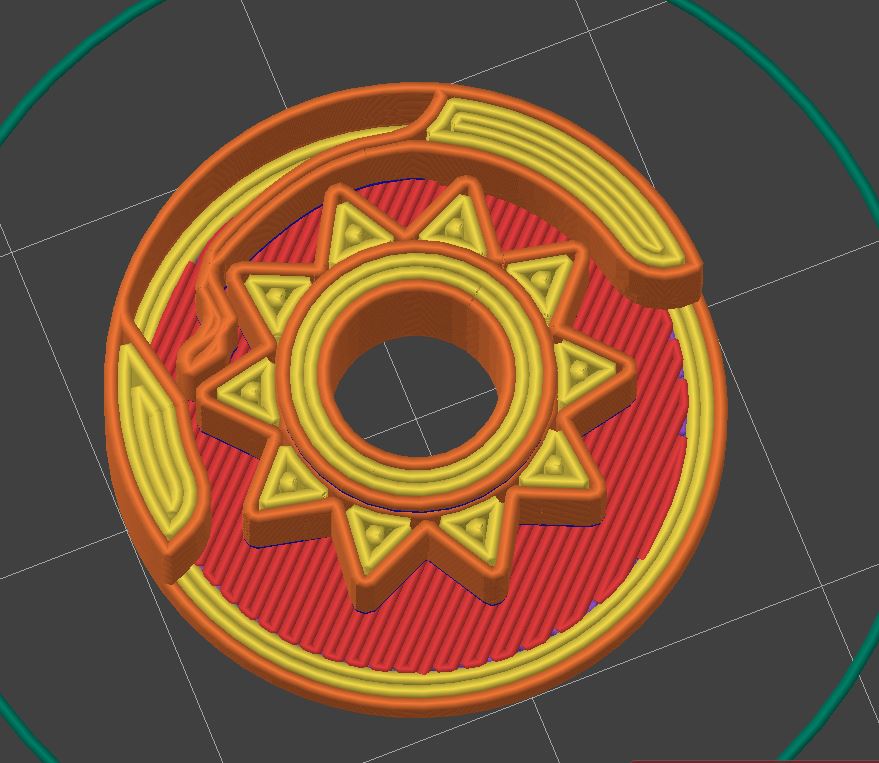
the project only has the parts for one side. Is there an easy way to mirror everything ?
First make sure that you can mirror it to get the other half. If this is true download prusa slicer, drop the file in it, mirror, right click it and select save as STL.
- @EmilieEvans@lemmy.ml to
- •
- 10M
- •
I wouldn’t mind spending this money if it is rock solid and good performance. It probably will be reliable and with the Hermes/Hemera gear issue E3D shown they take care if it goes wrong. For me, it fails because of the performance.
Additionally, E3D isn’t alone and their prices are already going to the absolute max. they could charge. Currently, I have high hopes for the Smart Orbiter V3 ( https://www.orbiterprojects.com/so3/ ). The v2.0 is very reliable and the v3.0 finally shortens the filament path and adds comfort with the over the top leaver design.
- @EmilieEvans@lemmy.ml to
- •
- 10M
- •
- @EmilieEvans@lemmy.ml to
- •
- lemmy.ml
- •
- 1Y
- •

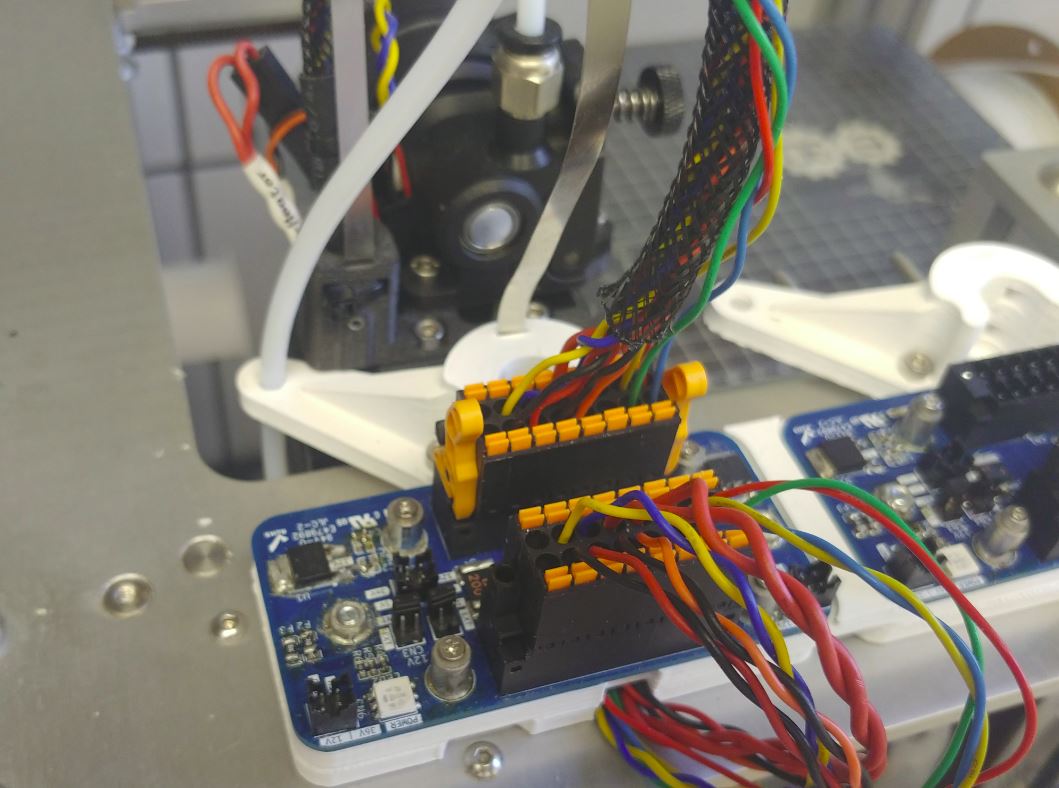
A little bit more background: I wanted a small drag chain with a bending radius not larger than the height of the toolhead.
more conductors = thicker cable = larger bending radius = bad (this application)
What can I do?
multiple cables = more cables but thinner = smaller bending radius = good
What drag chains can I buy?
At most I can fit 3 cables within those small chains. How many conductors do I have to work with? 12
4 conductors are required for the stepper motor. This means I have a total of 8 left. With some combining (e.g. not running nets/connections that would be anyway joined on the mainboard) and generating the voltages locally you can actually wire an entire hotend with 8+4 conductors. None of the commercials available have done that. With the CAN options it’s nolonger an issue as there are cables with thick power/GND conductors and controlled impedance for the two CAN data lines.
- @EmilieEvans@lemmy.ml to
- •
- lemmy.ml
- •
- 1Y
- •
- @EmilieEvans@lemmy.ml to
- •
- 3d-cnc.de
- •
- 1Y
- •

Let’s say the chemicals aren’t healthy. Disclaimer: RTFM (MSDS and technical datasheet) and consult with professionals.
There are a few issues here at play. One major issue is that repeated exposure has a risk of sensibilization. Once this happens there is no way back. Your life will change.
The consumer industry has already moved. I remember explaining to Anycubic sales what an MSDS is and why I need it (if you need a good argument in such conversations: REACH). These days you can download it on their website.
To this day the packaging might not be CLP conform. At least their marketing got better: Water washable has now a section about waste treatment but plant-based resin is still advertised as “low odor and safe to use” or “truly environmentally friendly”. Worst of all they still suggest that the odors are safe to breathe as everything is soybean-based: The truth is they aren’t and neither is it soybeans. What once was soybeans is heavily modified.
Sadly this is not just an Anycubic issue.
Btw. If you use Anycubic though resin: According to their MSDS they switched the product and kept the name the same (approx. 2 years ago).
- @EmilieEvans@lemmy.ml to
- •
- 1Y
- •
- @EmilieEvans@lemmy.ml to
- •
- e3d-online.com
- •
- 1Y
- •

- @EmilieEvans@lemmy.ml to
- •
- lemmy.ml
- •
- 1Y
- •
{kind=link}
Use ASA. PETG will creep.
ASA will creep significantly less. If you have fibre-filled materials they also excel in this regard but are probably overkill here.